Vaccum Packing Machine
is a highly efficient and indispensable solution for businesses aiming to significantly extend the shelf life and preserve the quality of their products.


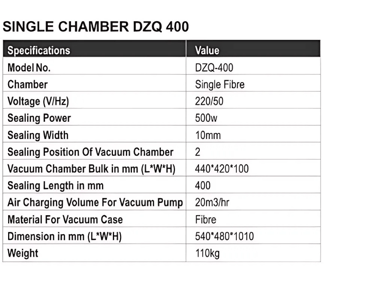
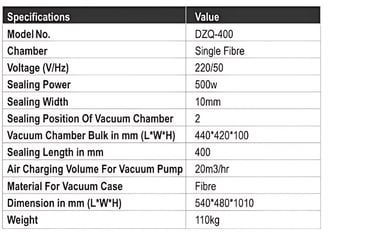
Vacuum Packing Machine - Single Chamber DZQ 400
Specifications :
Extended Shelf Life: By removing oxygen, it dramatically slows down spoilage, preserving freshness, flavor, and nutritional value for a longer duration.
Superior Product Protection: Safeguards products from moisture, dust, freezer burn, and environmental contaminants, ensuring product integrity.
Enhanced Presentation: Creates a compact, tightly sealed package that looks professional and appealing on shelves.
Versatile Application: Effectively seals various types of products, including solids, powders, and even liquids (within the chamber), making it highly adaptable.
Cost Savings: Reduces food waste and preserves product quality, leading to significant long-term savings.
User-Friendly Operation: Features intuitive controls for easy vacuum and sealing adjustments, ensuring consistent and reliable results.
Hygienic Design: Constructed with durable, easy-to-clean materials, ensuring compliance with hygiene standards, especially crucial for food and pharmaceutical industries.
Advantages :
It is a high-capacity and remarkably efficient solution designed for businesses requiring continuous and rapid vacuum sealing. Unlike single-chamber units, this model features two independent chambers that allow for simultaneous operation: while one chamber is undergoing the vacuum and sealing cycle, the other can be loaded, significantly reducing downtime and maximizing output.
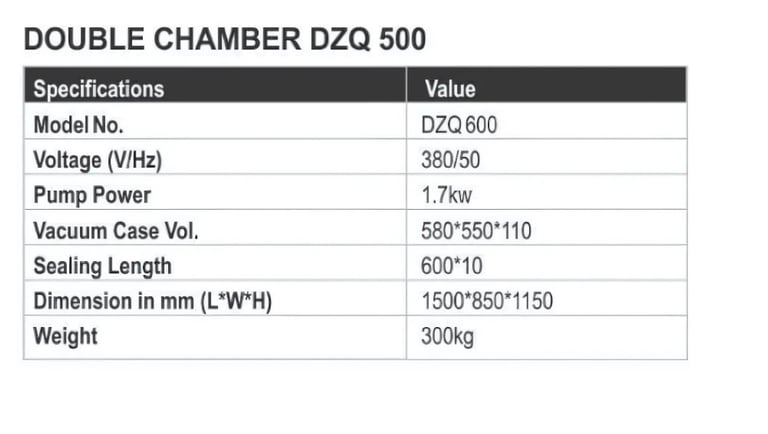
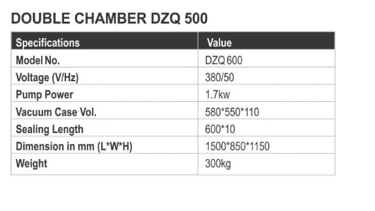
Vaccum Packing Machine - Double Chamber DZQ 500
Specifications :
Doubled Efficiency & Output: The dual-chamber design allows for continuous operation, enabling higher production volumes and significantly reduced packaging time.
Extended Product Freshness: Efficiently removes oxygen, dramatically extending the shelf life of food items, pharmaceuticals, and other sensitive products by preventing oxidation and microbial growth.
Superior Protection: Creates a robust, airtight, and moisture-proof seal, safeguarding products from contaminants, freezer burn, and physical damage.
Versatile Application: Capable of vacuum packing various product types including solids, powders, granules, and even liquids, accommodating diverse industry needs.
Cost-Effective Preservation: Reduces product spoilage and waste, leading to substantial savings in the long run for businesses dealing with perishable goods.
Durable & Hygienic Construction: Built with high-quality stainless steel, ensuring longevity, easy cleaning, and compliance with stringent hygiene standards.
Advantages :
Quality meet expectations
Leading Sales and Service of Packing Machineries.
contact us
srichannakeshavapacking@gmail.com
+91 - 9986197055 / +91 - 9986265051
© 2025. All rights reserved. Designed & Developed by Scardo Groups
address
#18, 13, A cross , Thigalarapalya road, Annapurneshwari Nagar, Bengaluru - 560058